|
�������� |
���� |
��ϸ����������Ҫ�� |
|
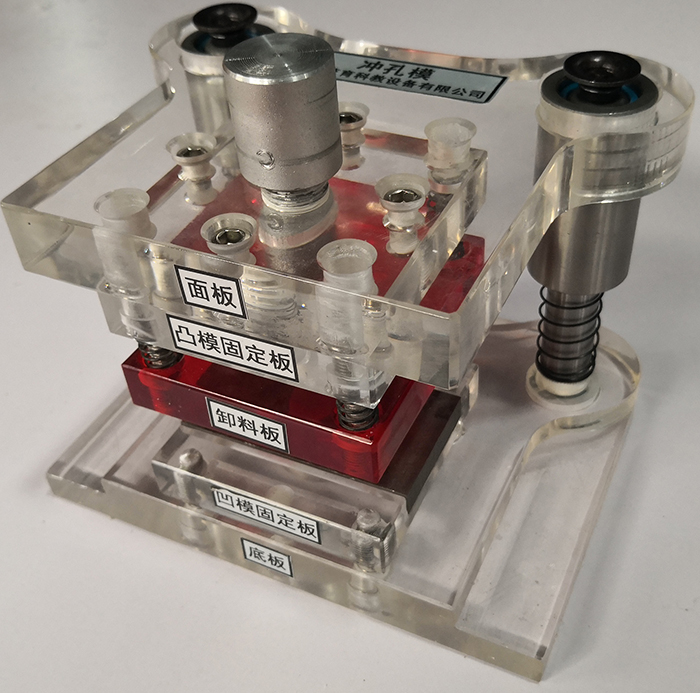
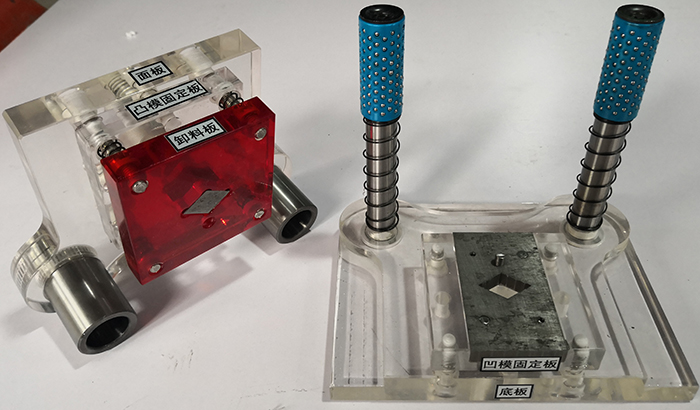
���ģ 200*150 |
1�� |
��ģ���ط���߳��а��ϳ��µIJ���Ϊ����,��������Dz�Ʒ. ��ѹ1�ף��ϴ������Ĵ���������λ�� |
|
����ģ 200*150 |
1�� |
�ó�ģ�ط���������߳���,��������Dz�Ʒ,��������Ƿ���.�������������״��ƽ�����. ��ѹ���ι�������Ʒ�ߴ粻С��35��30 mm���ϴ����õ�������λ�� |
|
����ģ 200*150 |
1�� |
�Ѱ������ֱ����ɸ�����״,���Լӹ���״�ϸ��ӵ������ �����ι�����Ϊ���ϣ������߶Ȳ�С��10 mm����Ʒ�Զ���ģ���䡣 |
|
��װ����ģ 200*150 |
1�� |
��ģ��ͬһλ��������ɼ�����ͬ�ij�ù����ģ��.��װ����ģ,�������ϰ�ģ����ģ��,��ģװ����ģ��.�������ڶ���Ƽ��ij�ó�ѹ���ι������ϴ����õ�������λ�� |
|
��װ����ģ 200*150 |
1�� |
ģ��ͬһλ������ɼ�����ͬ�ij��ع����ģ��.��װ����ģ,�������ϰ�ģ����ģ��,��ģװ����ģ��,�������Ƽ�ƽֱ��Ҫ�ߵĺ���Ƽ�,��������.��ȫ,�����ڶ���Ƽ��ij��.��ѹ���ι������ϴ����õ�������λ�� |
|
����ģ 200*150 |
1�� |
�Ѱ����ë�����γɸ��ֿ��ڿ��Ĺ�����ģ��,��ģ�ߴ�ѹ��װ��,����ǰë������ѹ��Ȧ���������ζ�λ,�����������ģ���г�,��ģ��װ�ж���װ�á� ����С���ǣ�������Ȳ�С��8 mm����Ʒ�ߴ粻С��35 mm��ģ�ߴ���ѹ�߽ṹ�����ҵ����dz����㡣 |
|
��������ģ 200��90mm |
1�� |
��Ʒ�״�����������,��Ҫ������ӵ�ģ�ߡ���ģ���ô���һ��˳������,ֱ�����һ������ʱ�Ž��Ƽ��ɴ����ϳ��䡣 ���Ӵ���Ե��С���ǣ�������Ȳ�С��8 mm����Ʒ�ߴ粻С��20mm����һ��������Ȳ�С��2 mm��ģ�ߴ���ѹ�߽ṹ�����ҵ����dz����㡣 |
|
�λ����ģ 200��90mm |
1�� |
�λ����ģ�Ǿ��ܸ�Ч,��������ģ��.�����������С�ߴ�,����,��״���Ӻʹ�����������������. ��ģ��Ϊ���ϡ���ס���������ģ��ë���ɶ�λ���͵�����ȫ�̶�λ��Ϊ90���������ߴ粻С��20��15��10 mm�� |
|
V�ͷ�������ģ 200��150 mm |
1�� |
��ģ��Ϊ������ϻ������ڶ�ģ���ָ������鷭�塣��ģѹ��ʱ�������������ת����λ���������ϽӴ��������͵�������Ƚϸߡ�V������ߴ粻С��30��20��10 mm�� |
|
Բ�ܳ�ģ 200��150 |
1�� |
��ģ���轫ƽ����һ�����Բ�����������ģ���������ģ�ɶ�����ס����ģ������ѹ��ʱ��ģ������ת�������������Բ�Ρ�ģ����ʱ�������Բ��������������ϣ���֮������Բ������ߴ粻С�ڧ�17��30 mm.�� |
|
�����ģ 200��150 |
1�� |
��ģ���轫ƽ��һ��������ڲ�Ƕ�С��90��������ģ�߶�ģ���������������飬ƽ�����ڶ�λ���ϣ���ģ�½�ʱ��ƽ���ȱ� ��ɡ��� �������½������鿪ʼ�˶����������������������Ƕȡ�������ߴ�Ϊ45��30��20 mm�� |
|
��Բ��۳��ͳ�ģ 200��150 |
1�� |
��ģ�߳��������Ϊ��Բ����۽ṹ����ģ�������Զ����Ͻṹ����ģ�߹���ʱ�������ж��߲ģ�ͨ����ģԭ��о��ɵ���Բ���ij��ͣ����ѳ��͵�Բ�������߲����ظ�һ��Բ�����͡��������Բ��۳��͡��ù��չ����٣����ʵ�ã�����IJ�Ʒ�ӿ�ƽ�����ϸ��ʸߣ�������ʹ��Ҫ�� |
|
�б�ģ 200��150 |
1�� |
��ģ���ط���߳��а��ϳ��µIJ���Ϊ����,��������Dz�Ʒ. ���ʵ�ã�����IJ�Ʒ�ӿ�ƽ�����ϸ��ʸߣ�������ʹ��Ҫ�� |
|
ԲͲ����ģ 200��150 |
1�� |
�Ѱ����ë�����γɸ��ֿ��ڿ��Ĺ�����ģ��,��ģ�ߴ�ѹ��װ��,����ǰë������ѹ��Ȧ���������ζ�λ,�����������ģ���г�,��ģ��װ�ж���װ�á�������辫�ܶ�λ�����ж�λ��ȷ����װ���㡣 |
|
��װ����ģ 200��150 |
1�� |
��װ����ģ,���İ�ģ����ģ��,��ģװ����ģ��,�������Ƽ�ƽֱ��Ҫ�ߵĺ���Ƽ�,��������.��ȫ,��ģ���е�������������辫�ܶ�λ�����ж�λ��ȷ����װ���㡣 |
|
����������ģ 200��150 |
1�� |
�Ѱ������ֱ����ɸ�����״,���Լӹ���״�ϸ��ӵ��������ģ��Ϊ90��˫������ģ��������ģ��Ʒ��Ϊ���ϣ������߶Ȳ�С��10�L��ģ�������и��������ṹ��������辫�ܶ�λ�����ж�λ��ȷ����װ���㡣 |
|
�������츴��ģ 200��150 |
1�� |
�ó�ģ�ط���������߳���,��������Dz�Ʒ,��������Ƿ���.�������������״��ƽ�����. ��ģ��ͬһλ��������ɼ�����ͬ�ij�ù����ģ�ߣ�������辫�ܶ�λ�����ж�λ��ȷ����װ���㡣
|
|
��������ģ 200��150 |
1�� |
�ó�ģ�ط���������߳���,��������Dz�Ʒ,��������Ƿ���.�������������״��ƽ�����. ������辫�ܶ�λ�����ж�λ��ȷ����װ���㡣
|
|
��������ģ 200��150 |
1�� |
�Ѱ����ë�����γɸ��ֿ��ڿ��Ĺ�����ģ��,�˲�ƷΪ���κ�,����ǰë������ѹ��Ȧ���������ζ�λ,�����������ģ���г�,��ģ��װ�ж���װ�á�ģ�߱���Ҫ��ѹ�߽ṹ�������ܵ������㣬��ģ�������е�������ж�ϰ帡���ṹ��������辫�ܶ�λ�����ж�λ��ȷ����װ���㡣 |
|
ѹ��ģ 200��150 |
1�� |
ѹ��ǰë������ѹ��Ȧ���������ζ�λ,�����������ģ���г�,��ģ��װ�ж���װ�á�������辫�ܶ�λ�����ж�λ��ȷ����װ���㡣 |
|
���ϳ����ģ 200��150 |
1�� |
��ģ��ͬһλ��������ɼ�����ͬ�Ĺ����ģ��.���ϰ�ģ����ģ������ģ����ģ��ж�ϡ���ģ����ģ�������и��������ṹ������һ��������ϡ�����գ���ģ���е�������������辫�ܶ�λ�����ж�λ��ȷ����װ���㡣 |
|
��ԵͲ����ģ 200��150 |
1�� |
�Ѱ����ë�����γɸ��ֿ��ڿ��Ĺ�����ģ��,��ģ�ߴ�ѹ��װ��,����ǰë������ѹ��Ȧ���������ζ�λ,�����������ģ���г�,��ģ��װ�ж���װ�á���ģ��Ϊ��Ե����ģ��ģ�߱���Ҫ��ѹ�߽ṹ�������ܵ������㣬��ģ�������е�������ж�ϰ帡���ṹ��������辫�ܶ�λ�����ж�λ��ȷ����װ���㡣 |
|
��������ģ 200��150 |
1�� |
�����������ģ���г�,��ģ��װ�ж���װ�á���ģΪ�������죬ģ�߱���Ҫ��ѹ�߽ṹ�������ܵ������㣬��ģ�������е�������ж�ϰ帡���ṹ��������辫�ܶ�λ�����ж�λ��ȷ����װ���㡣 |
|
��������ģ 200��150 |
1�� |
��Ʒ�״�����������,��Ҫ������ӵ�ģ�ߡ���ģ���ô���һ��˳������,ֱ�����һ������ʱ�Ž��Ƽ��ɴ����ϳ��䡣��ģ��Ϊ����������������ģ��ģ�߱���Ҫ��ѹ�߽ṹ�������ܵ������㣬��ģ�������е�������ж�ϰ帡���ṹ��������辫�ܶ�λ�����ж�λ��ȷ����װ���㡣 |